Паяльная паста для smd
Содержание:
- Технология пайки
- Преимущества применения
- Простая пайка проводов
- Ликбез для начинающих
- Свойства паяльной пасты
- Характеристики
- Хранение
- Изготовление в домашних условиях
- Свойства
- Как изготовить паяльную пасту в домашних условиях
- Что необходимо для работы
- Паяльная паста: как пользоваться
- Основные характеристики припойной (паяльной) пасты
- Последовательность действий на примере смд-компонента
- Применение паяльной пасты
- Дополнительная тренировка
- Особенности состава и преимущества
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Преимущества применения
Паяльные пасты используются не только в быту, но и в промышленности. Такое обширное распространение этого материала объясняется следующими его преимуществами:
- возможность применения в производстве плат, на которых находятся мельчайшие элементы;
- пользоваться паяльной пастой можно даже без паяльника, но в таком случае потребуется специальная станция или фен для нагрева изделия и равномерного распределения ингредиентов по поверхности платы;
- пользоваться пастой для пайки можно в таких ситуациях, когда отсутствует возможность воспользоваться классическими инструментами.
Если нет возможности или желания самостоятельно изготавливать смесь, можно приобрести готовый вариант. Но нужно запомнить, что качественная паяльная паста стоит около 10 американских долларов за 50 г. Более дешевые варианты обладают низким качеством и могут не только не обеспечить достаточной надежности фиксации, но и привести к дополнительным проблемам при последующем использовании электронного изделия. Чтобы избежать проблем, покупать такие материалы лучше в сертифицированных магазинах или непосредственно у производителей.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
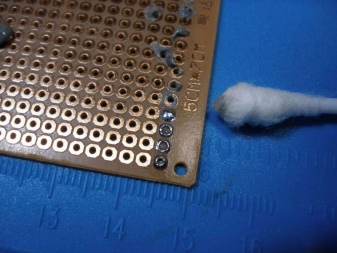
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.

Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.

Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.

На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.

400 °C и микросхема начинает зажариваться.

Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Что нужно для надежного контакта
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты;
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины;
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться;
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты;
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки;
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Свойства паяльной пасты
При использовании паяльной пасты для сборки схем необходимо проверить и понять различные реологические свойства паяльной пасты.
- Вязкость
- Степень сопротивления материала течению. Вязкость конкретной пасты можно узнать в каталоге производителя; Иногда требуется внутреннее тестирование, чтобы оценить оставшуюся пригодность паяльной пасты после определенного периода использования.
Тиксотропный индекс
Паяльная паста является тиксотропной , что означает, что ее вязкость изменяется в зависимости от приложенной силы сдвига (например, при перемешивании или растекании). Индекс тиксотропности является мерой вязкости паяльной пасты в состоянии покоя по сравнению с вязкостью «обработанной» пасты
В зависимости от состава пасты может быть очень важно перемешать пасту перед использованием, чтобы убедиться, что вязкость подходит для правильного нанесения. Когда паяльная паста перемещается ракелем по трафарету, физическое напряжение, прикладываемое к пасте, вызывает снижение вязкости, позволяя пасте легко течь через отверстия на трафарете
Когда давление на пасту снимается, она восстанавливает свою вязкость, предотвращая ее растекание по печатной плате.
- Спад
- Характеристика способности материала растекаться после нанесения. Теоретически боковые стенки пасты остаются совершенно прямыми после нанесения пасты на печатную плату, и они останутся такими до тех пор, пока не будет размещена деталь. Если паста имеет высокое значение осадки, это может отклоняться от ожидаемого поведения, поскольку теперь боковые стенки пасты не совсем прямые. Просадка пасты должна быть сведена к минимуму, так как просадка создает риск образования перемычек припоя между двумя соседними площадками, что приводит к короткому замыканию.
- Срок службы
- Время, в течение которого паяльная паста может оставаться на трафарете, не влияет на его печатные свойства. Производитель пасты указывает это значение.
- Tack
- Липкость — это свойство паяльной пасты удерживать компонент после того, как компонент был размещен установочной машиной. Следовательно, долговечность прилипания является важнейшим свойством паяльных паст. Он определяется как время, в течение которого паяльная паста может оставаться в атмосфере без значительного изменения липких свойств. Паяльная паста с длительным сроком службы с большей вероятностью обеспечит пользователю стабильный и надежный процесс печати.
- Ответ на паузу
- Реакция на паузу (RTP) измеряется разницей в объеме осаждения паяльной пасты в зависимости от количества отпечатков и времени паузы. Большое изменение объема печати после паузы недопустимо, так как это вызывает дефекты конца строки, такие как короткое замыкание или размыкание. Хорошая паяльная паста показывает меньшее изменение объема отпечатков после паузы. Однако другой может показывать большие вариации, а также общую тенденцию к снижению объема.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.
Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты. От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% — дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.
Хранение
Как показывает практика, подавляющее большинство изъянов, связанных с применением пасты для пайки, объясняется нарушением правил транспортировки, хранения и подготовки рабочего состава.
Всякая паяльная паста включает 2 основных ингредиента — металл и флюс, которые имеют различную плотность. Именно поэтому в отдельных составах незначительный объем флюса начинает выделяться и приподнимается над поверхностью самой пасты. В условиях чрезмерного нагрева выделение флюса многократно усиливается, и это резко ухудшает реологические характеристики состава – в результате паста растекается не так, как нужно. Это означает, что паяльную пасту следует защищать от повышенных температур и принудительно нагревать перед использованием.

Резко ухудшает качество любой пасты влага. Дело в том, что состав пасты для пайки отличается гигроскопичностью, то есть имеет свойство впитывать воду, даже из окружающей среды. При этом влага приводит к окислению шариков припоя ещё до оплавления либо же значительно повышает скорость его окисления в процессе оплавления. В условиях повышенной влажности флюс не до конца очищает спаиваемые поверхности и не обеспечивает необходимого уровня смачиваемости.
Кроме того, повышенная влажность и действие воды могут стать причиной таких дефектов пайки, как формирование перемычек, закипание флюса либо снижение времени клейкости пасты.

Пасту после длительного хранения нужно корректно подготовить к работе. Наносить её в холодном виде не рекомендуется — если открыть состав в тот момент, когда его температура будет ниже, чем температура конденсации того помещения, в котором проводятся работы, то на поверхности состава сразу же образуется конденсат. Он вызывает закипание и сильное разбрызгивание флюса, смещение деталей и многие технологические дефекты. Чтобы избежать этих неприятных проблем, пасту перед нанесением нужно нагреть. Однако делать это нужно естественным путем без использования нагревательного прибора — обычно на это уходит 4-6 часов. До тех пор, пока паста в полном объеме не прогреется до уровня комнатной температуры, не стоит снимать герметичную крышку, открывать и перемешивать состав. Если вы сделаете это, то паста будет однородной и в принципе пригодной к применению.


После того как паста прогреется до оптимального уровня температуры, следует быстро и очень осторожно перемешать её лопаткой. Делать это нужно строго в одном направлении на протяжении пары-тройки минут, таким образом можно добиться равномерного перемешивания всех составных компонентов
Не стоит мешать её чересчур интенсивно или делать это дольше указанного времени — в противном случае такие действия повлекут понижение вязкости состава для пайки и, как следствие, к ее сползанию.


О том, как правильно паять паяльной пастой, смотрите в следующем видео.
Изготовление в домашних условиях
Иногда готовой паяльной массы не оказывается в наличии, поэтому полезно узнать о способах ее изготовления. Для этой цели необходимо подготовить паяльный жир и прутик припоя из свинца и олова. При отсутствии первого материала его можно заменить вазелином ЛТИ-120.
Припой необходимо размельчить с помощью надфиля или специальной насадкой для дрели. Готовая крошка должна состоять из мелких частичек. Она убирается в емкость, в которую добавляется вазелин в соотношении 1:1 и небольшое количество флюса.
Все компоненты самодельной пасты тщательно перемешиваются и разогреваются на водяной бане. Готовый состав можно хранить в крупном шприце. С помощью него пастообразная субстанция и будет наноситься на платы.
Для увеличения эффективности паяльной массы в нее можно добавить немного хлористого аммония. В готовой смеси концентрация этого ингредиента не должна превышать 5-10%. Заменить аммоний можно анилином солянокислым. Хранить вещества необходимо в герметичных емкостях и вдали от домашних питомцев и детей.
Свойства

Вязкость
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Как изготовить паяльную пасту в домашних условиях
Процесс пайки знаком не только любителям электроники, но также рядовым жителям, которые дома сталкиваются с разными проблемами, связанными с электроприборами. В данном материале мы рассмотрим способ изготовления паяльной пасты в домашних условиях. Отметим сразу, что самодельную пасту не советуется использовать для изготовления микросхем, поскольку она предназначена для того, чтобы облегчить пайку проводов и прочего похожего, когда не очень удобно подавать олово.
Как всегда, первым делом предлагаем ознакомиться с видеороликом по изготовлению пасты
Что нам понадобится: — кусок олова;— глицериновый флюс;— надфиль или напильник.
Перед тем, как приступить к изготовлению нашей паяльной пасты отметим, что автор советует использовать надфиль, поскольку это позволяет получить более мелкую стружку, что является плюсом для пасты. Почему мы советуем изготавливать паяльную пасту, а не просто покупать ее в специализированных магазинах? Поскольку качественная паста стоит немалых денег и доступна отнюдь не каждому.
Берем кусок олова и надфиль и начинаем зачищать олово в крошку.
Далее высыпаем полученную стружку в емкость.
Чтобы связать стружку нам понадобится густой флюс или паяльный жир
Нужно обратить внимание, чтобы смешивать стружку с небольшим количеством флюса, в противном случае можно испортить пасту
Кладем густой флюс в емкость вместе со стружкой и начинаем перемешивать как тесто. Перемешивать нужно тщательно до получения густой и однородной консистенции.
В конце нам нужно добавить в полученную заготовку глицериновый флюс. Опять же не следует использовать флюс в большом количестве. Достаточно добавить пару капель.
Опять тщательно перемешиваем.
Наша паяльная паста готова. Ее можно хранить в герметичной баночке или шприце. Это позволит использовать пасту на протяжении долгого времени. Такой метод хранения особенно полезен, если вы изготовите паяльную пасту в большом количестве и планируете использовать неоднократно.
Паять такой пастой провода очень легко. Достаточно нанести небольшое количество пасты на провода, включить паяльник и просто приложить его к пасте.
Что необходимо для работы
Паяльный фен, который еще называют термовоздушной паяльной станцией, представляет собой многокомпонентный инструмент с большим числом функций, для ремонта современных устройств. Он позволяет выполнять пайку компонентов СМД, конденсаторов, светодиодов и других деталей. То же касается и чипов BGA-типа, делающих монтаж более плотным. Сегодня почти каждая электронная начинка в современных устройствах изготовлена таким образом.
Чтобы паять смд-компоненты, необходимы такие материалы и приборы:
- собственно, сам фен;
- насадки к нему;
- флюс с паяльной пастой;
- оплетка из меди;
- какое-нибудь приспособление для поддевания деталей (пинцет, например);
- средне-мягкая щеточка;
- линза;
- паяльник с более тонким жалом по сравнению со стандартным;
- трафарет для «перекатки».

Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность – 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
- нанести на трафаретное полотно приблизительно 2/3 от всего количества паяльного вещества;
- учитывая скорость производственного процесса, по мере использования нанесенной пасты необходимо добавлять небольшими порциями оставшееся паяльное вещество;
- если печатные работы завершены, а паяльная паста для поверхностного монтажа осталась, ни в коем случае нельзя смешивать ее с новой, а хранить следует в отдельной емкости в холодильном оборудовании;
- если паяльные работы не окончены, для их продолжения можно использовать как начатую паяльную пасту, так и новую, главное условие здесь – смешать ранее вскрытую пасту в соотношении 1:2 с новой и тщательно перемешать для получения однородной массы;
- монтаж компонентов на печатную плату следует произвести как можно быстрее, собственно говоря, такими же ускоренными темпами ее нужно потом и пропаять;
- в случае возникновения вынужденной паузы в работе, которая превысит 60 минут, остатки паяльной пасты (то есть той пасты, которая была нанесена на трафарет, но использована не до конца) убрать в специальную емкость и плотно ее закрыть;
- в целях получения высококачественной трафаретной печати рекомендуется производить очистку трафаретного полотна каждые 40-45 минут.
Основные характеристики припойной (паяльной) пасты
Физико-химические свойства припойной смеси определяются процентным содержанием связующих веществ, наличие которых обеспечивает необходимую консистенцию пасты, ее клеящие свойства и адгезию к подложке. К основным характеристикам паяльной пасты относят:
- состав компонентов (свинцовые и бессвинцовые припои, смеси с легирующими добавками и т.п.);
- размер частиц припоя по классификации IliS;
- форма частиц — определяет качество дозирования;
- вязкость — определяет способ нанесения (через трафарет или с помощью дозатора);
- паяемость — зависит от степени окисленности частиц припоя и загрязненности их поверхности.
Так же принято разделять паяльные пасты безотмывочные, не вызывающие коррозии, и водосмываемые, способные коррозировать в местах пайки из-за наличия в составес органических веществ.

И, конечно же, важная для покупателя характеристика товара паяльная паста — цена, поэтому в нашем ассортименте представлена продукция производителя, нашедшего оптимальный баланс между качеством и стоимостью продукта.
Форма и габариты частиц припоя
Последовательность действий на примере смд-компонента
Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Температурный режим на паяльном фене устанавливают в пределах 345-350 градусов при помощи регулятора. Потом наносят флюс на подлежащую замене деталь, и приступают к медленному «прогреву».
Напор воздуха в процессе не должен быть чересчур сильным, в противном случае есть риск сдуть рядом стоящие элементы. Виновника поломки продолжают греть до начала плавления припоя, что сразу будет заметно.

На прогрев может уйти минуты три, и это нормально, спешка не нужна. При продолжительном «упорстве» припоя нужно добавить градусов 5.
После разжижения припоя осторожно демонтируют смд деталь
В процессе важно не ушатать компонентов-соседей, так как они наверняка потеряли устойчивость из-за расплавления удерживающего их припоя
По завершению операции медной оплеткой нужно выполнить зачистку «пятачков» (контактных площадок), потом обеспечить мелкие бугорки на тех же местах паяльной пастой или припоем.
Исправный smd укладывают на старое место при минимальном количестве флюса. Греют деталь паяльным феном до кондиции, когда припой ярко заблестит, растекаясь по каждому из контактов.
Применение паяльной пасты
Паяльная или припойная паста применяется в радиоэлектронной промышленности для монтажа SMD-компонентов на печатные платы. Данное вещество используется при монтаже систем водоснабжения. С его помощью производят соединение труб и фитингов из сплавов меди и латуни.

Применение самодельной паяльной пасты
Если для прокладки систем водоснабжения требуется специальная паста, которую сложно изготовить самостоятельно, радиотехнические детали менее привередливы. Но чтобы получить качественный продукт, отвечающий всем необходимым требованиям, самодельная паяльная паста должна соответствовать следующим критериям:
- она не должна окисляться и быстро расслаиваться;
- продукт должен продолжительное время сохранять вязкость и способность к деформации;
- нанесенная доза приготовленной массы не должна растекаться за пределы места нанесения;
- после пайки не должно оставаться твердых остатков, которые невозможно удалить.
Важно обращать внимание на клеящие свойства готового продукта, так как данное качество позволит надежно закреплять на плате мелкие детали. При нагреве металл имеет свойство разбрызгиваться. Применение качественной пасты призвано минимизировать это свойство
Применение качественной пасты призвано минимизировать это свойство.
Важно, чтобы нанесение пастообразного состава на плату не снижало технических характеристик последней. А остатки продукта можно было легко удалить с помощью стандартных растворителей
Чтобы понять, как сделать паяльную пасту в домашних условиях, нужно знать, что входит в ее состав. В основу этого вещества входит порошок припоя. Его смешивают со связующим и некоторыми другими компонентами.
Достоинства самодельного продукта
Знать, как сделать паяльную пасту, недостаточно
Важно еще и оценить достоинства продукта, приготовленного своими руками. Применение пастообразных веществ в радиоэлектронике позволяет изготавливать микро-платы с очень мелкими деталями
В этом случае отпадает необходимость использования паяльника и набора других стандартных инструментов.

Самодельная паяльная паста
Однако вместо традиционного паяльника придется воспользоваться специальным феном, с помощью которого происходит плавление составляющих пасты и закрепление деталей на местах.
Главным недостатком покупной продукции является ее дороговизна. Изготовление самодельной пасты позволит значительно сэкономить. Приобретя все составляющие продукта по отдельности, удастся получить аналогичное вещество, конечная стоимость которого выйдет в разы ниже.
Разновидности составов для паяльных работ
Для соединения элементов с помощью пайки применяются составы, имеющие меньшую температуру плавления. Раньше для этих целей применялся припой в сочетании с флюсом – веществом, способствующим удалению оксидов с паяемых поверхностей и улучшающим растекание припоя.
Современные производители электроники используют специальные составы, в которых содержатся оба этих компонента, а также различные добавки, ускоряющие процесс пайки.
Паяльная паста своими руками для пайки СМД-компонентов готовится из следующих составляющих:
- припоя (получают из свинца, олова или серебра);
- флюса;
- связующих компонентов.
Паяльные пасты делятся на несколько видов:
- отмывочные;
- безотмывочные;
- водорастворимые;
- галогенсодержащие;
- без содержания галогенов.
На изменение состава оказывает влияние флюс. Пасты, не смываемые водой, готовятся путем добавления канифоли. Чтобы смыть состав с платы, придется воспользоваться растворителями.

Подготовка основы для самодельной паяльной пасты
Описание технологии приготовления
Приготовить паяльную пасту для SMD своими руками совсем несложно. В зависимости от вида выполняемых работ, для приготовления состава можно воспользоваться одним из трех способов.
Для тонкой пайки. Этот состав содержит следующие компоненты:
- рафинированное растительное масло – 100 г;
- говяжий жир (растопленный и процеженный) – 300 г;
- канифоль – 500 г;
- хлористый аммоний – 100 г.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте
Особенности состава и преимущества
Выбор паяльной пасты основан на ее химическом составе, определяющем основные технические характеристики шва (пластичность, прочность, t и т. д.). По системе классификации одним из условий разделения пасты является температурный режим, при котором «работает» смесь. Марки для пайки печатных плат, разъемов работают в диапазоне 180-300 °С, в то время как паста для высокотемпературной пайки превышает порог 450-500 °С и может достигает 1100 °С. В качестве основы ее состава может быть взято серебро, медь. Сюда же могут выборочно входить:
Паста паяльная низкотемпературная изготавливается на основе олова, свинца, с дополнительным использованием сурьмы, которая снижает температуру плавления до 90 °С. Основные марки имеют состав: Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2. В бессвинцовые продукты входит в качестве основного компонента медь, добавочного — серебро. Также составляющими пасты определяются следующие критерии:
- Необходимость смывки остаточного флюса. Применяемые вещества могут быть 3 степеней активности. Использование малоактивных флюсов (с содержанием галогенов до 5%) позволяет не применять смывку после окончания пайки при работе изделия в нормальных условиях.
- Растворимость. Пасты, имеющие в своей основе воду, могут разбавляется до различной консистенции, в зависимости от формы конструкции и желаемых результатов.
- Содержание галогенов. Диапазон их содержания варьируется в пределах 0-7%. Это активные элементы, которые при сложных условиях эксплуатации (а при высоком содержании — даже при нормальных) вызывают окисление поверхности, разрушая соединительный слой. Но благодаря своей неполной электронной формуле, они активны при взаимодействии с другими элементами.